
 Inquire Now
Inquire NowFREE upgrade to Verified Buyer and waive the payment for product sample now.
To:  Perfect Combustion Sdn. Bhd.
Perfect Combustion Sdn. Bhd.
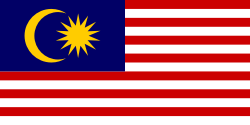
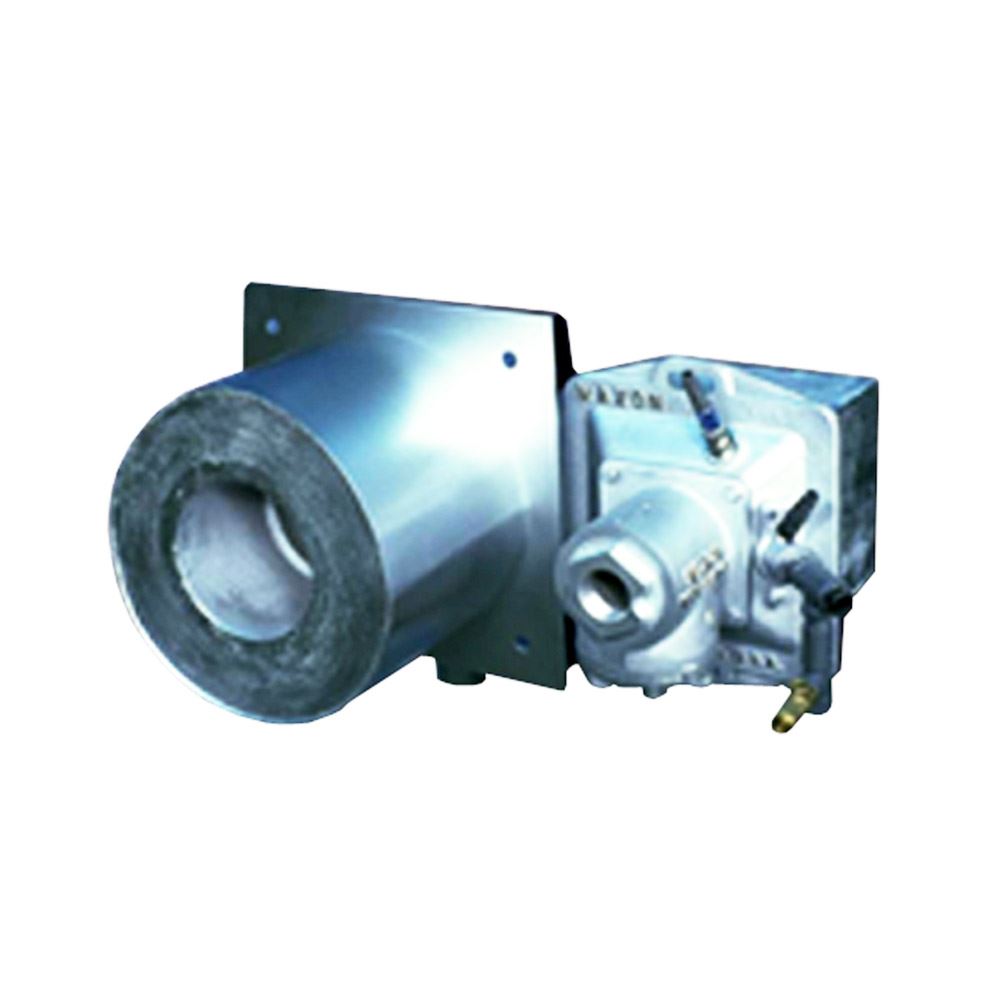
Usage: Natural gas burners are high-temperature application-specific burners. They provide several benefits, including significant cost reductions and better heat transfer efficiency. One significant advantage of a natural gas burner is its capacity to minimize total flue gas volume in a furnace. The burner produces less flue gas than standard burners because it uses oxy-fuel firing, which includes burning fuel with a mixture of oxygen and fuel gas. This decrease in flue gas volume results in cost savings because it reduces the amount of fuel required for burning.
Furthermore, with oxy-fuel firing, a natural gas burner produces a hotter flame. The higher the flame temperature, the better the radiant heat transmission to the materials or medium being heated. This improved heat transfer efficiency can be very useful in a variety of high-temperature applications. The natural gas burner has shown to be effective in a variety of industries and applications. Glass furnaces, day tanks, incinerators, metal melting furnaces, reheat furnaces, kilns, and other high-temperature processes are some examples. These burners are appropriate for converted regenerative-type furnaces and melters, unit melters, non-ferrous melting, waste incinerators, smelters, and other high-temperature applications.
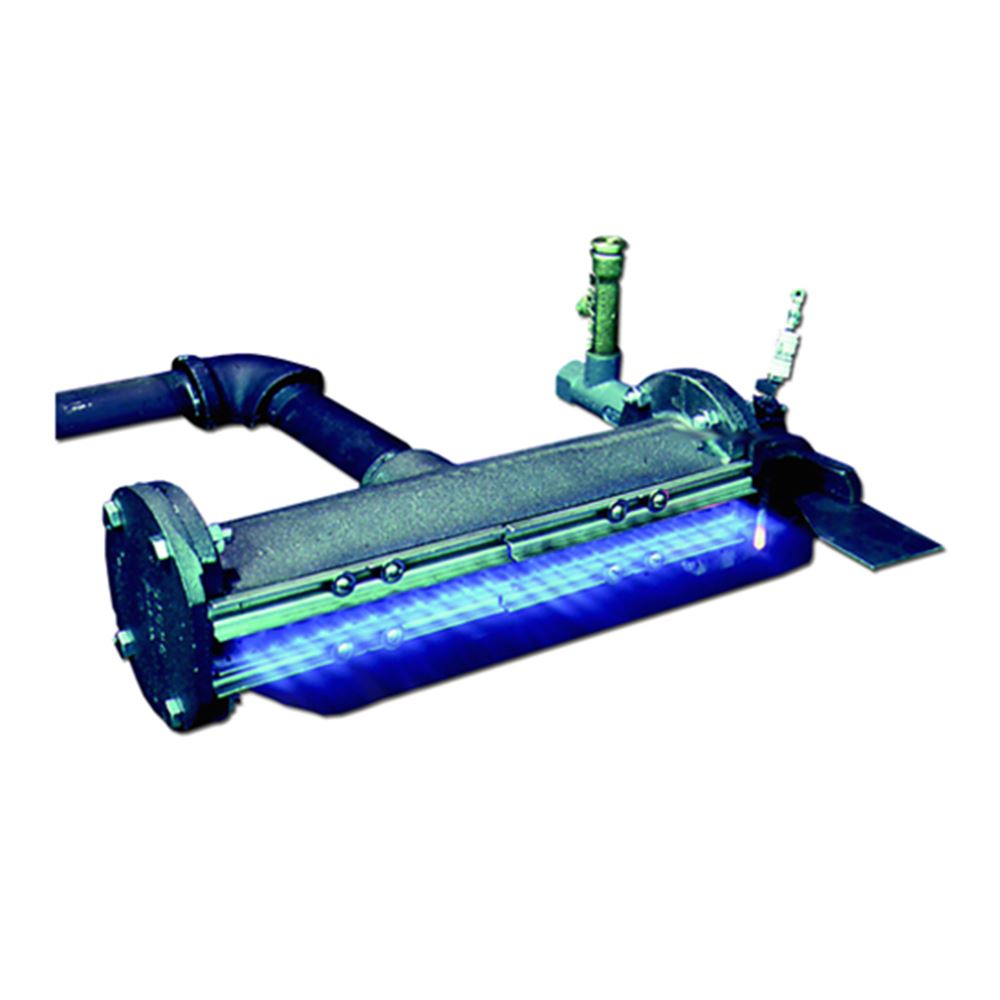
When utilizing a natural gas burner, make sure the airflow control and shut-off valves are particularly built for oxygen service and meet the necessary criteria. MAXON, the maker of the OXY-THERM® LE efficient gas burner, offers flow control and shut-off valves that fulfill oxygen service standards. There are two alternatives for burner blocks used with the natural gas burner. The first is alumina/zirconia/silica (AZS) burner blocks, which are suitable for both gas and oil fires. The second alternative is zirconia burner blocks, which may be used with both gas and oil. It should be noted, however, that longer block versions are only available in the AZS material. In summary, a natural gas burner provides considerable advantages in high-temperature applications, such as cost reductions due to reduced flue gas volume and increased heat transfer efficiency. They've been used effectively in a variety of industries and applications, and choosing the right flow control valves and burner blocks is critical to their safe and efficient operation.
Certification(s) And Mentioning(s): The natural gas burner has garnered the following certifications.
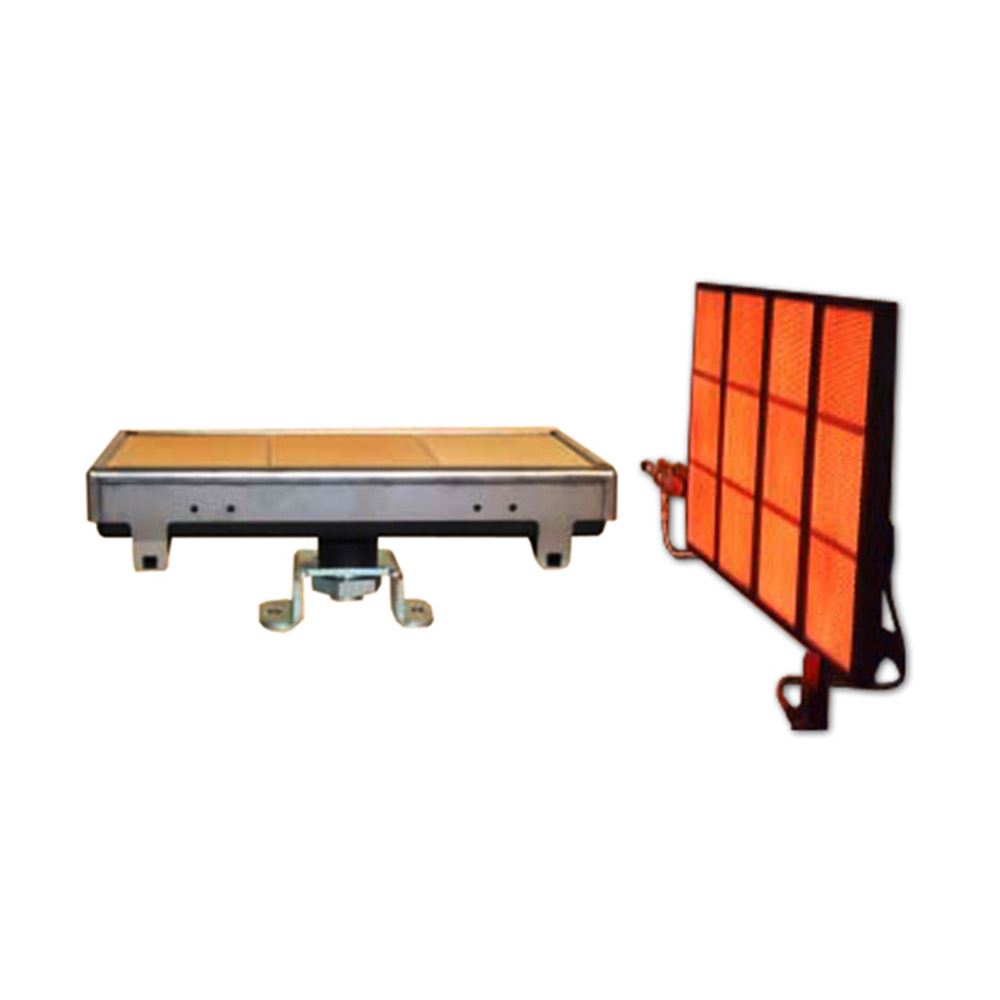
There are several differences between commercial-use burners and industrial-grade natural gas burners. But before that, let’s take a look at how natural gas burners were made. The evolution of industrial burners may be traced back to the 18th century when the demand for efficient and controlled heat sources grew in tandem with the emergence of companies and manufacturing processes. Initially, burners were simple, fuel-fed devices that generated heat through the combustion of coal or wood. Advances in fuel availability and technology led to the usage of different fuels such as oil and gas over time.
The introduction of natural gas pipes and the discovery of huge gas reserves in the early twentieth century resulted in the widespread use of gas burners in industrial settings. Clean combustion, consistent fuel quality, and ease of management were all advantages of natural gas burners. Oil burners, which could run on a variety of liquid fuels such as diesel and heavy oil, were also commonly utilized. With a specialized design, the natural gas burner by OXY-THERM® LE features the following advantages over commercial-use burners and other brands of natural gas burners.
1) Extremely Low Levels of Nitrogen: The OXY-THERM® LE natural gas burners use a proprietary oxygen staging architecture that allows for extremely low levels of nitrogen oxide (NOx) emissions. NOx is a dangerous pollutant produced during combustion, and by using this design, the burners may successfully reduce their environmental impact.
2) Burn Multiple Gaseous As Fuels: The capacity of the OXY-THERM® LE natural gas burners to burn multiple gaseous fuels highlights their versatility. This comprises fuels that are inherently unstable when burned with air. They can safely and efficiently burn a wide range of gaseous fuels by utilizing the burners' unique architecture.
3) Oil Viscosity Adaptability: The OXY-THERM® LE natural gas burners may burn fuel oils in addition to gaseous fuels. They are adaptable to a wide range of fuel oil viscosities, from light to heavy. Because of their adaptability, they can be used in industries where fuel oil is a desirable or required fuel source.
4) Gas-To-Oil Quick Interchangeability: The OXY-THERM® LE natural gas burners make it simple to switch between gas and oil service. The burners may quickly switch between gas and oil burning modes by simply adjusting the burner nozzle. This capacity provides flexibility and convenience by enabling quick response to change fuel availability or requirements.
5) Flame Lofting Minimisation: The innovative design of the OXY-THERM® LE natural gas burners minimises flame lofting. Flame lofting is the movement of flames toward the furnace crown, which can result in high temperatures and consequent damage. By reducing flame lofting, the burners keep the furnace crowns cooler, improving overall system safety and durability.
6) User-Friendly Installation: The OXY-THERM® LE gas burner parts are designed for ease of installation and service. The burners' design and construction permit simple installation methods, decreasing complexity and setup time. Furthermore, the burners are engineered to allow nozzle removal while the furnace is running, reducing the need for costly downtime for maintenance or repair.
7) Greater Flame Temperatures: Another one of the most noteworthy benefits of the OXY-THERM® LE natural gas burners is their capacity to achieve greater flame temperatures by burning oxygen-containing fuels. The burners can generate more efficient and intense heat by using oxygen instead of air for combustion. In high-temperature applications, this increase in accessible heat adds to increased overall system performance and productivity.
Perfect Combustion Sdn Bhd is a company that was formed over 20 years ago in 1997 that provides services to design, install and supply industrial equipment such as boilers, furnaces, incinerators, and burner converters to companies in Southeast Asia from Malaysia.
- Origin: United States of America
- Features
Other products from this supplier
How can we contact you?
OnePIP is a financial institution providing money transfer services licensed by Bank Negara Malaysia.
Powered by 






© 2007 - 2025 DagangHalal.com. All Rights Reserved. Developed and maintained by DagangAsia Network Holding Sdn. Bhd. (1344481-V)
This website is best viewed using Internet Explorer 11 or above, Mozilla Firefox and Chrome.















 AUD
AUD CAD
CAD CHF
CHF CNH
CNH EUR
EUR GBP
GBP HKD
HKD JPY
JPY MYR
MYR NOK
NOK NZD
NZD SEK
SEK SGD
SGD USD
USD