
 Inquire Now
Inquire NowFREE upgrade to Verified Buyer and waive the payment for product sample now.
To:  Perfect Combustion Sdn. Bhd.
Perfect Combustion Sdn. Bhd.
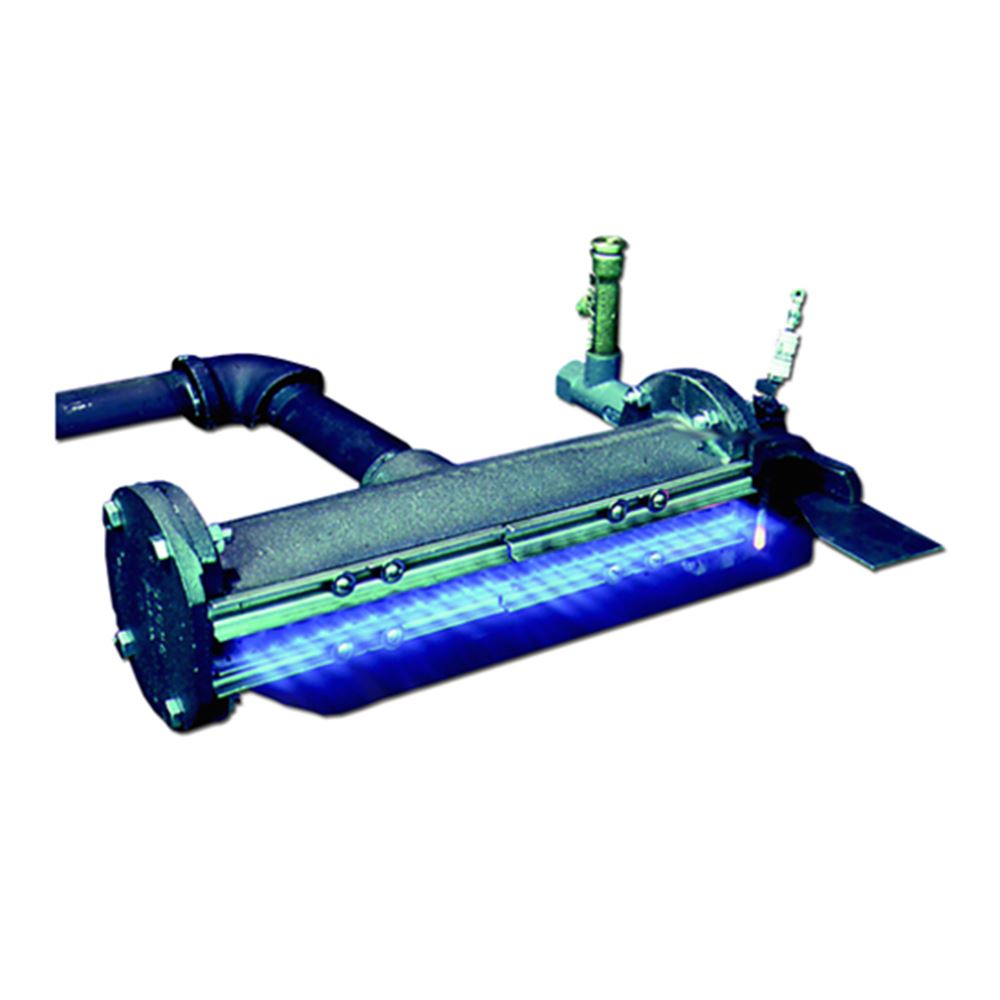
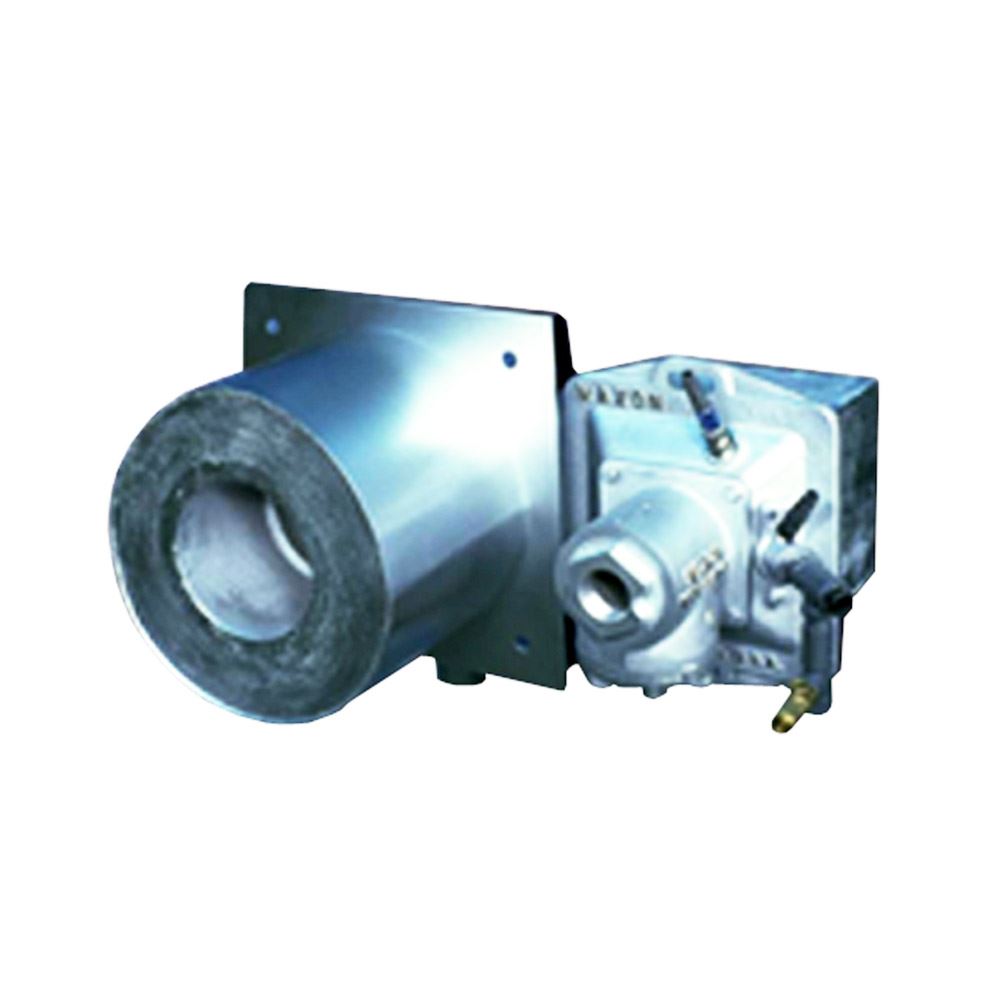
Usage: Maxon HC AIRFLO duct burner is a specialized burner carefully crafted for industrial air heating, both for fresh air and recirculating air systems. The burner is made entirely of stainless steel and is built to last even in the most demanding industrial environments. It is notable for its extremely low nitrogen oxide (NOx) emissions, ensuring compliance with stringent air quality regulations while being environmentally conscious.
Releasing up to 8.5 MBtu/h of heat per unit length, the HC AIRFLO® duct burner guarantees optimum performance in heating applications, ensuring operational efficiency and productivity in industrial environments. In addition, the burner features clean combustion with extremely low levels of carbon monoxide (CO) and nitrogen oxides (NOx). This feature not only enhances environmental sustainability, but also strengthens its position as a reliable and responsible industrial heating solution.
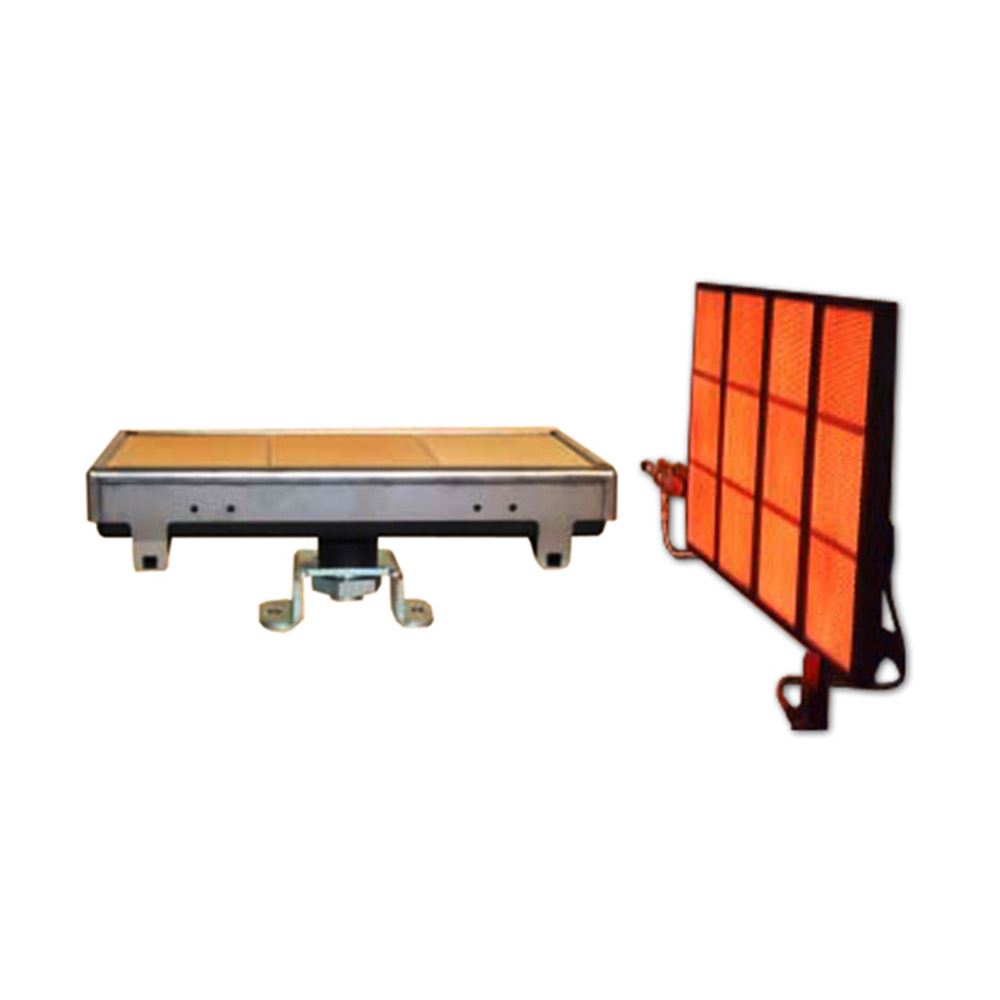
In addition to this, the HC AIRFLO® duct burner minimizes the process air pressure drop across the burner. With a localized pressure drop of 0.2" WC, the burner ensures consistent and efficient performance, while reducing energy waste and operating efficiencies. The burner is also compatible with a wide range of fuels, including natural gas, hydrogen (H2) and various gas mixtures. Dedicated versions are available to meet specific fuel requirements such as propane, butane, liquefied petroleum gas (LPG) and refinery gasses.
In essence, the HC AIRFLO® duct burner is a high-performance solution tailored to industrial air heating needs. Its combination of high efficiency, low emissions, durability and versatility in fuel selection make it a reliable choice for a wide range of industrial applications, promising increased productivity and operational efficiency for discerning industrial operators.
Mentionings:
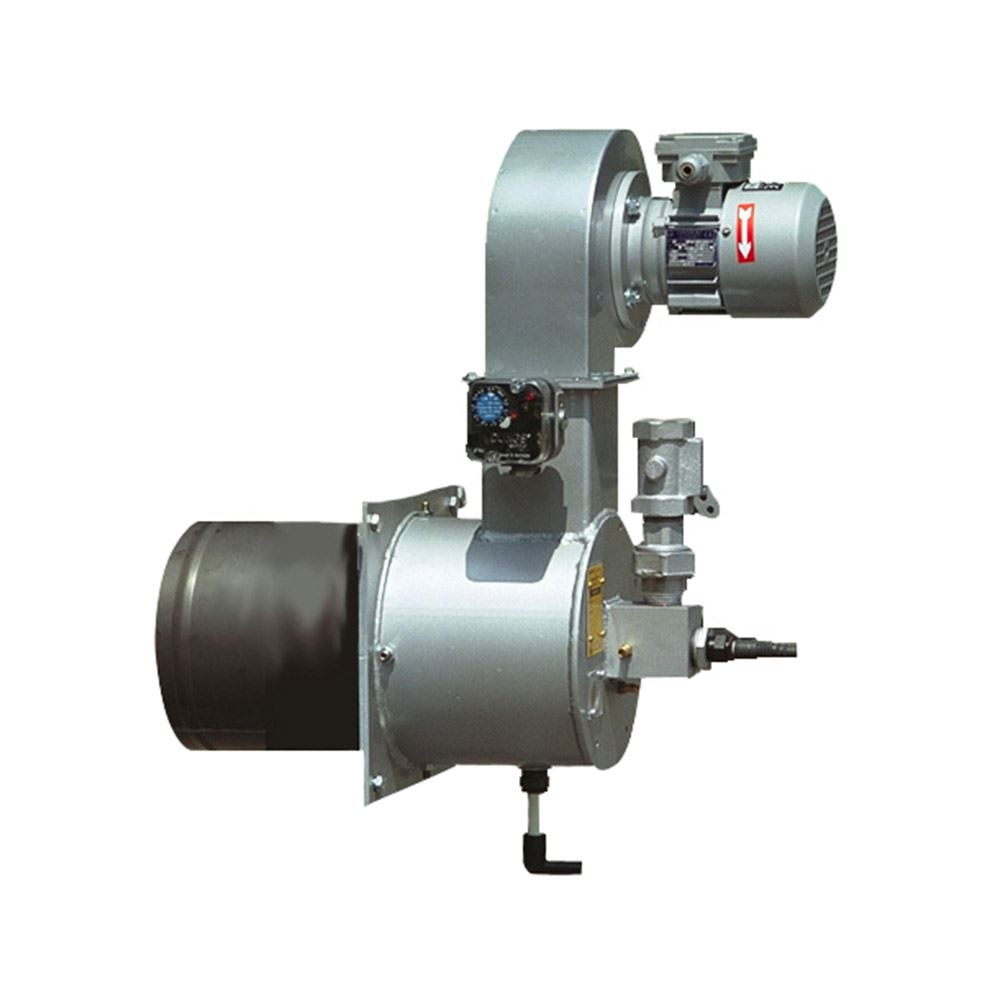
HC AIRFLO® duct burner, a prominent offering in the MAXON series, stands out as an advanced solution tailored specifically for industrial air heating applications. Renowned for its cutting-edge technology and exceptional performance, this burner embodies a culmination of engineering excellence and innovation.
At the core of its design lies a commitment to environmental stewardship, exemplified by its capability to achieve remarkably low NOx emissions. By minimizing nitrogen oxide emissions, the burner not only ensures compliance with stringent environmental regulations but also contributes to improved air quality and sustainability. Efficiency is a hallmark feature of the HC AIRFLO® duct burner, driven by its high heat release capacity and optimized combustion process. This translates into enhanced energy utilization and reduced operating costs for industrial operators, making it a cost-effective solution for air heating requirements.
Clean combustion is another key attribute of the burner, characterized by low levels of carbon monoxide emissions. This not only promotes environmental sustainability but also underscores its commitment to providing safe and healthy working environments for personnel operating in industrial settings. Furthermore, the burner's design prioritizes operational efficiency by minimizing pressure drops across the burner. This ensures consistent airflow and heat distribution, optimizing system performance and reliability.
Versatility is another notable aspect of the HC AIRFLO® Duct Burner, offering compatibility with a wide range of fuels including natural gas, hydrogen, and various gas mixtures. This flexibility allows industrial operators to adapt to changing fuel availability and cost considerations, ensuring optimal performance under diverse operating conditions. Constructed with premium-grade stainless steel, the burner is engineered for durability and longevity, capable of withstanding the rigors of industrial environments. Its robust construction minimizes maintenance requirements, reducing downtime and associated costs for industrial operators.
In summary, the HC AIRFLO® Duct Burner represents a pinnacle of innovation and performance in industrial air heating. With its focus on environmental responsibility, efficiency, versatility, and durability, it stands as a reliable and cost-effective solution for a diverse range of industrial applications.
Perfect Combustion Sdn. Bhd. was established in 1997 which boasts over a decade of experience in industrial burners such as duct burner and heating systems. Based in Selangor, Malaysia, they offer engineering, marketing, and servicing solutions, serving as problem solvers for their clients. Specializing in burner conversions, packaged burner systems, and heating equipment, they provide comprehensive solutions across Malaysia and Southeast Asia. With a focus on excellence and customer satisfaction, they design, supply, install, and commission oil and gas combustion systems with precision and reliability.
Other products from this supplier
How can we contact you?
OnePIP is a financial institution providing money transfer services licensed by Bank Negara Malaysia.
Powered by 






© 2007 - 2025 DagangHalal.com. All Rights Reserved. Developed and maintained by DagangAsia Network Holding Sdn. Bhd. (1344481-V)
This website is best viewed using Internet Explorer 11 or above, Mozilla Firefox and Chrome.















 AUD
AUD CAD
CAD CHF
CHF CNH
CNH EUR
EUR GBP
GBP HKD
HKD JPY
JPY MYR
MYR NOK
NOK NZD
NZD SEK
SEK SGD
SGD USD
USD